

在耗时的CNC精加工过程中,如何提升加工效率是特别有意义的话题。如果告诉你,有一种加工方法可以将零件的精加工时间从30分钟缩短到4分钟,你或许以为是在开玩笑!今天将给大家介绍超弦精加工技术,其使用的创新刀具与加工策略,可大幅提高精加工效率,充分释放出CNC加工超乎常规的潜力。
在下面视频展示的加工案例中,整体精加工时间节约了93%:
工序 1
若使用球刀,精加工时间:30分钟
使超弦精加工技术,精加工时间:3分钟
工序 2
若使用球刀,精加工时间:60分钟
使用超弦精加工技术,精加工时间:4分钟
超弦精加工技术如何提升精加工效率?
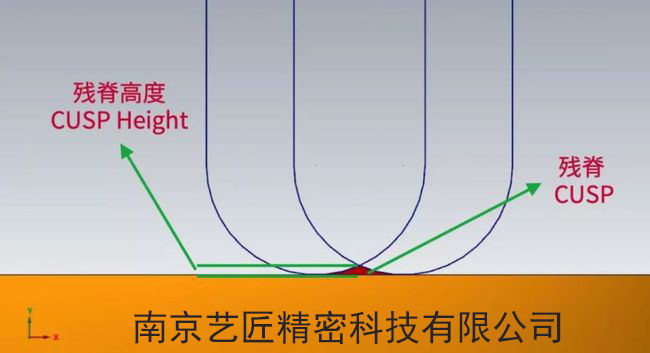
CNC精加工的目的是保证工件的最终尺寸精度和表面质量。而精加工的表面质量,很大程度取决于加工后留下的残脊高度。
残脊高度是指加工中刀具通过两条相邻刀具路径之后,残留材料凸起部分的最大高度,如下图所示。
如何减小残脊高度?
一个可行的方法是减小步距,减小相邻刀路之间的距离。但这意味着增加了单位面积中的刀路数量和密度,增加了精加工的时间。
另一个可行的方法是使用更大的刀具。因为刀具半径越大,与材料接触时接触点上的弧度越大。在相同刀路密度下,得到的残脊高度约小。用大半径的刀具可以减小残脊高度,达到更好的表面质量,但很多工件需要精加工的地方,间隙狭小不能用大半径刀具加工。
大圆弧刀具与超弦精加工技术
大圆弧刀具是一类新型的铣削刀具。使用大圆弧刀具则可以用更大的步进量来达到同样的表面质量。刀路编程是有效使用大圆弧刀具的关键,在刀路中控制刀具以适当的角度与工件轮廓形状进行精确拟合,可以在保证表面质量的前提下大幅减少加工循环时间,这就是Mastercam的超弦精加工技术。
使用球刀与大圆弧刀具加工对比
球刀的优点是在使用时不用考虑刀尖形状与工件表面形状的啮合角度,无论使用何种角度,刀尖接触点的形状始终是圆形。但是,球刀需要较小的步进增量来保证精加工表面质量,被加工表面较大时,加工时间会变的非常长。
通过使用比球刀大的多的刀尖圆弧,也就是使用锥度型式或椭圆型式刀具,在不增加刀路密度的情况下可以减小残脊高度,在更少的时间内可以完成质量更高的精加工。
超弦精加工中应该选用怎样的编程策略?
超弦精加工技术是对于使用圆弧刀具进行高效精加工的编程解决方案。可以针对各种形状的大圆弧刀具,基于刀具形状,通过特殊刀路算法,对加工过程中的刀具接触点进行动态补偿,可以充分利用圆弧刀具的外形进行高精度高效率的精加工。
要想以超弦精加工方式使用大圆弧刀具进行精加工,应该选择怎样的刀路策略进行编程呢?
3 轴加工:
在普通 3 轴加工中,因为机床轴运动简单,可以利用超弦精加工进行一些侧壁和陡峭区域或顶面平缓区域的精加工。推荐选用圆桶形式和锥度形式的圆弧刀具,使用精加工中的等高策略和平行策略进行超弦精加工。
3+2 定面加工
在 3+2 定面的环境中进行超弦精加工,同样推荐使用等高与平行策略。与单纯的 3 轴加工不一样的是,3+2 定面加工中,需要选择合适的刀具平面,使刀具的圆弧在刀路中以稳定的切点与材料接触。
五轴联动加工
五轴联动加工机床运动的角度灵活,是超弦精加工的主要应用领域。在五轴加工中,推荐使用平行和渐变加工策略。
以五轴联动方式进行超弦精加工,其关键点是控制刀轴,使刀具以稳定合适的圆弧切点与材料接触。
总结:
超弦精加工适用于3轴加工、3+2轴定面加工、五轴联动加工。
3轴加工中推荐使用等高、策略和平行、策略。
3+2轴加工的关键点是选择合适的刀具平面,使刀具的圆弧在刀路中以稳定的切点与材料接触。
五轴联动加工的关键点是控制刀轴,使刀具以稳定合适的圆弧切点与材料接触。五轴联动加工推荐使用平行和渐变加工策略。
