

A5052铝件侧铣加工,2.0N.m大扭矩高速电主轴精密加工//chuanchuanjiqi.cn/案例
点击上方蓝色字体,关注我们想要表面效果好,内孔端面,表面毛刺也可以使用RBZ浮动主轴配上陶瓷研磨刷去除,客户使用都反馈效果好,可推荐合适的加工方案。
A5052铝合金工件进行侧面切削加工,使用直径12mm铣刀,加装在新产品NAKANISHI高速电主轴BMS-5010进行加工,下面松本机电就来简单展示加工时参数。

铝合金件侧铣加工,使用的是NAKANISHI高速电主轴BMS-5010,转速高达10000转/min,功率1200W,扭矩高达2N.M,精度在1um以内,以下是加工案例的基本情况:
使用主轴:BMS-5010
主轴直径:50mm
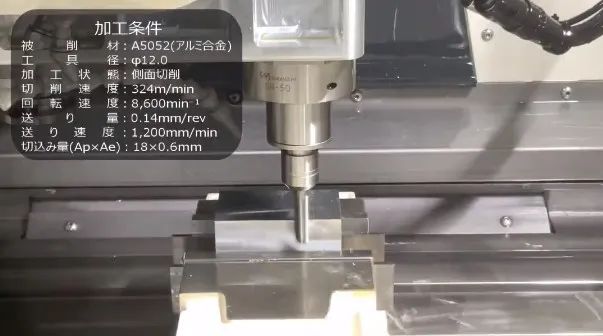
使用刀具:φ12.0mm
加工材质:A5052(铝合金)
加工:侧面切削
冷却:气冷
加工参数:
切削速度:324m/min
转速:8600转/min
进给量:0.14mm/rev
进给速度:1200mm/min
切入量(AP×Ae):18×0.6mm

以上参数可看出,使用大扭矩NAKANISHI高速电主轴BMS-5010,切削速度快,且表面效果好,能够提高加工效率。且目前为止,精密主轴直径较小的,可夹持到13mm柄径的刀具,可稳定持续性加工。
点击上方蓝色字体,关注我们想要表面效果好,内孔端面,表面毛刺也可以使用RBZ浮动主轴配上陶瓷研磨刷去除,客户使用都反馈效果好,可推荐合适的加工方案。
A5052铝合金工件进行侧面切削加工,使用直径12mm铣刀,加装在新产品NAKANISHI高速电主轴BMS-5010进行加工,下面松本机电就来简单展示加工时参数。
铝合金件侧铣加工,使用的是NAKANISHI高速电主轴BMS-5010,转速高达10000转/min,功率1200W,扭矩高达2N.M,精度在1um以内,以下是加工案例的基本情况:
使用主轴:BMS-5010
主轴直径:50mm
使用刀具:φ12.0mm
加工材质:A5052(铝合金)
加工:侧面切削
冷却:气冷
加工参数:
切削速度:324m/min
转速:8600转/min
进给量:0.14mm/rev
进给速度:1200mm/min
切入量(AP×Ae):18×0.6mm
以上参数可看出,使用大扭矩NAKANISHI高速电主轴BMS-5010,切削速度快,且表面效果好,能够提高加工效率。且目前为止,精密主轴直径较小的,可夹持到13mm柄径的刀具,可稳定持续性加工。
《大扭矩高速电主轴助力精密加工,展现科技与工艺的完美结合》
文章:
随着科技的飞速发展,精密加工技术已经成为了现代制造业的核心。而在这个领域,大扭矩高速电主轴作为精密加工中的重要设备,发挥着越来越重要的作用。下面,就让我们一起来了解一个关于大扭矩高速电主轴精密加工的案例,感受科技与工艺的完美结合。
一、案例背景
某高端制造企业,为了提升产品品质和生产效率,决定引进大扭矩高速电主轴精密加工设备。经过多方考察和比较,最终选择了具有国际知名品牌的高端电主轴产品。
二、设备介绍
该设备采用大扭矩高速电主轴,具有高精度、高效率、高稳定性等优点。电主轴是电机直接驱动的主轴,相比传统机械主轴,具有更高的转速和更大的扭矩输出。同时,该设备还配备了先进的控制系统和检测系统,确保加工过程的精确控制和产品质量的高标准。
三、加工过程
在精密加工过程中,大扭矩高速电主轴通过高精度的控制系统,将工件固定在机床上,并采用先进的加工工艺,如铣削、车削、磨削等,对工件进行精细加工。在加工过程中,电主轴的转速和扭矩输出可以根据加工需求进行精确调整,确保加工过程的稳定性和产品质量的一致性。
四、应用效果
通过引进大扭矩高速电主轴精密加工设备,该高端制造企业实现了产品品质的显著提升和生产效率的大幅提高。同时,该设备的稳定性和可靠性也得到了广泛认可,为企业带来了可观的经济效益和社会效益。
五、结论
大扭矩高速电主轴精密加工设备的引进和应用,不仅提升了该高端制造企业的产品品质和生产效率,也展现了科技与工艺的完美结合。在未来的发展中,随着科技的进步和制造业的不断升级,大扭矩高速电主轴精密加工技术将会发挥更加重要的作用,为制造业的发展注入新的动力。
